咨询服务热线:
132-5135-4999

24h热线:13251354999
微 信:13251354999
Q Q:1273118989
邮 箱:lyj@guerm.com
网 址:www.gemlxc.com
地 址:重庆市渝北区回兴街道服装城大道金锦路32号
挤压速度与合金类型、铸锭状态和尺寸、产品形状、变形程度(或挤压系数)、变形温度、工具(模具)结构和工艺条件有关。
1.1:铸锭质量的影响
铸锭质量指标主要是晶粒度,氢含量少(0.1 mL/100 g铝以下),细渣少(0.008mm以上渣粒除外),金相组织均匀,无裂纹、气孔和元素偏析。这样,铸锭的塑性和变形能力良好,铝型材的挤压力减小,挤压速度提高。否则会导致挤出速度慢,模具损耗大。
1.2:挤出温度的影响
金属挤压时,金属流动性的不均匀性会随着温度的升高而变大。在整个挤压过程中,变形区铸锭的温度逐渐升高,挤压速度越快,温度越高,温升可达100C C左右,当变形区金属温度超过Z大允许临界变形温度时,金属将进入热脆状态,形成挤压裂纹。因此,当铸锭温度较高时,挤压过程中须逐渐降低挤压速度。一般6063铝合金铸锭预热到480 ~ 520℃,挤压筒预热到400 ~ 450℃..

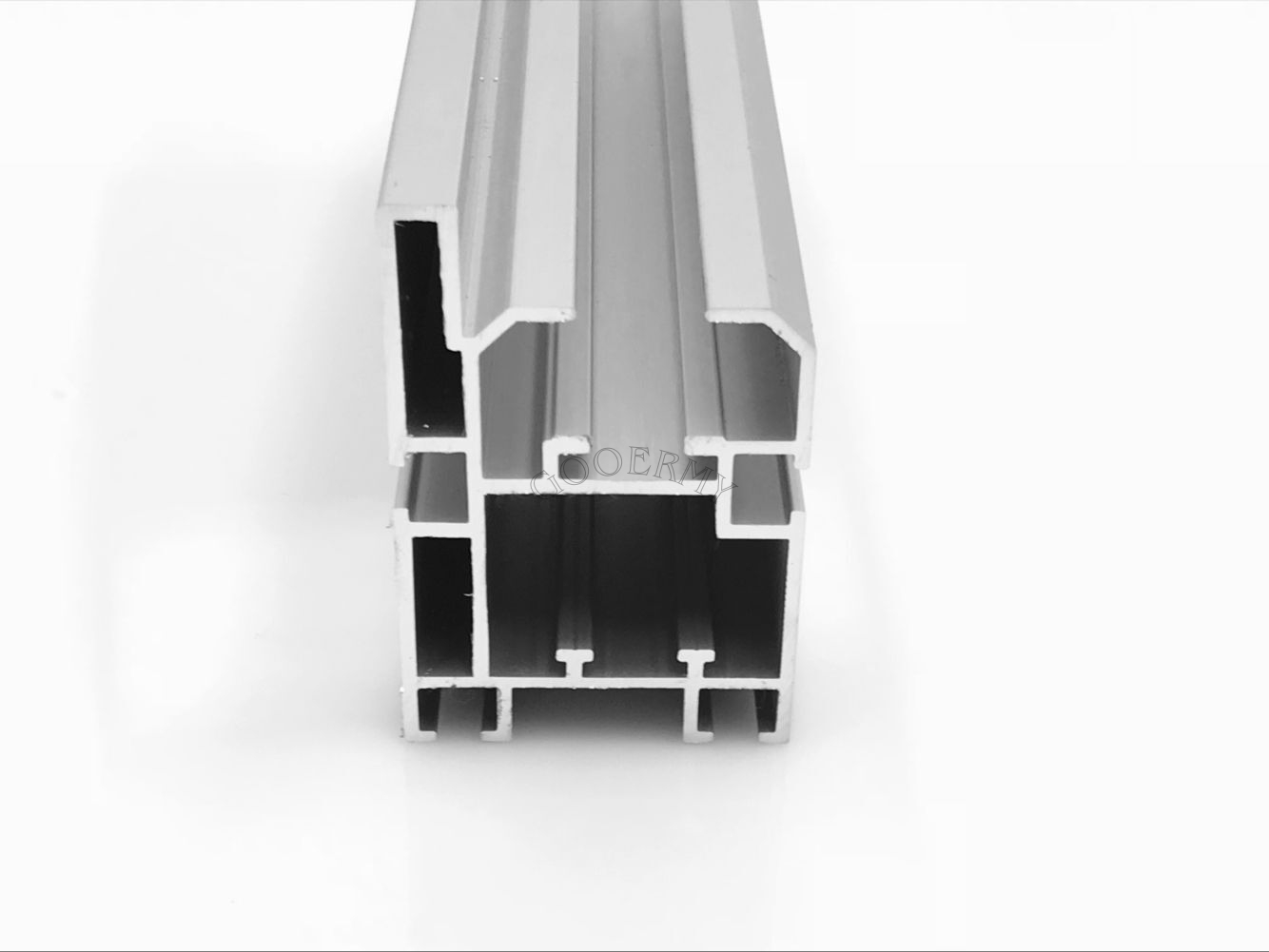
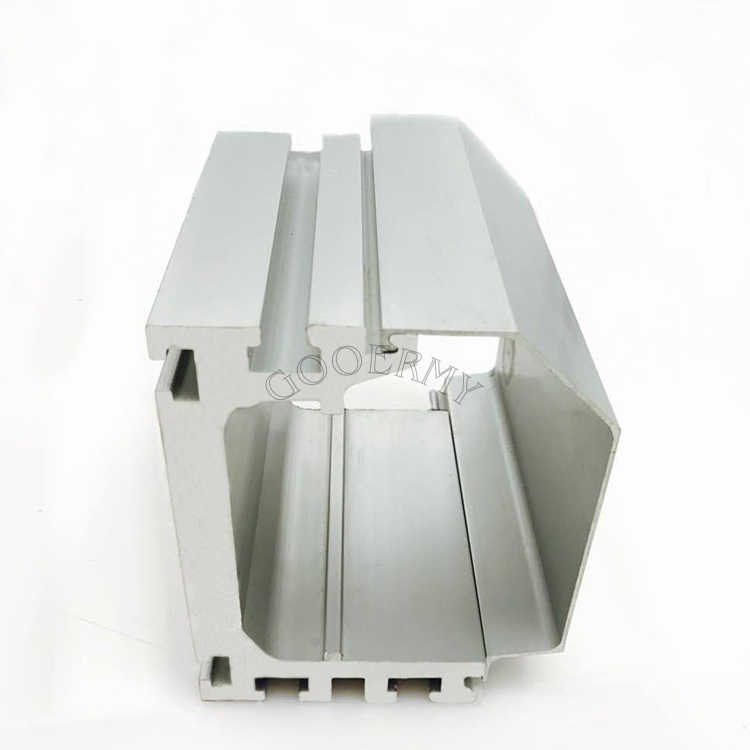
1.3:轮廓形状
尺寸和形状的影响凹形型材的形状和几何形状对挤压制品的金属流出速度有明显的影响。总的规律是几何形状简单、对称性好、宽厚比小的产品可以相对高一些;相反,几何尺寸复杂、宽厚比大、对称性差的产品挤压速度要相对慢一些。在相同条件下,制品的壁厚越薄,制品沿横截面的变形越均匀,产生挤压裂纹的倾向越小。所以挤出速度可以更快。
1.4.变形程度的影响
产品变形程度越大,所需挤压力越大,金属的变形热也越大,因此产品的流出速度较慢;相反,如果变形程度小,金属流动均匀,挤压速度可以更快。
1.5.模具结构的影响
挤压铝合金型材时,使用哪种类型的模芯取决于型材的特性。实心型材一般采用平面模,空心型材采用舌形或分流组合模。对于6063合金,平模比舌模或分流模阻力小,所以挤压速度可以更高。对于相同结构的模芯,模芯工作区越宽,合金与工作区之间的表面摩擦力越大,制品表面的附加拉应力越大,制品表面出现挤压裂纹的倾向也越高,因此需要相应降低挤压速度。其次,从金属与模芯工作带的表面摩擦来看,模芯工作带越硬越光滑,挤压速度应该越快。

声明:本站部分内容图片来源于互联网,如有侵权第一时间联系管理员删除,谢谢!

精酿啤酒设备 臭氧发生器 北京奔驰4s店 别墅电梯厂家 星空游